We are now discuss about the erection strategy and sequence of erection of Boiler Structure.
Quantity of structural steel differs manufacturer to manufacturer. Indian manufacturer indicates
the tonnage of a 660 MW boiler structure is around 14,600 MT ( this includes Boiler supporting
structure - 6765 MT , Auxiliary structures including platform - 4357 MT , structure beyond Boiler
and beyond ESP up to Chimney 2364 MT and other Miscellaneous interconnecting structure 1114
MT , total 14,605 MT ). We have reasoned to believe that the Chinese Boiler manufacturer is
using only 7000 MT instead of 11,122 MT. As both the projects are at two different location
and using different grade of coal and also we may not be accurate in comparison of area.
It is now being established in India that the Chinese boiler's structure are light weight
than the other manufacturer and also cost less.
- Erection strategy depends on the total tonnage to be handled and how many critical lifts are there.
- Minimum resources required beside cranes are 1. Welding Machines 150 nos 2. Electric winches
03 T , 5 T and 10 MT around 15 nos.
- Impact torque wrench electrical /hydraulic operated 06 nos and manual torque wrench 02 nos.
- Elevator one number to be fitted on side of the Boiler.
- Chain pulley block 5T ,10 T around 100 nos. Wire rope 12 mm ,19 mm around 12000 Mtrs.
- Other accessories to supplement the work of around 40 gangs for structural work.
- A small workshop containing a lathe machine , drilling machine , stand grinder etc.
-Wire rope slings as required specially slings to lift ceiling girders.
- Light weight temporary platform , safety nets , personal protective equipments etc.
- Two numbers portable compressors for blowing air.
- 28 mm or 32 mm steel plates to be laid below the heavy duty crane .
- Plan for Pre-assembly area to be made before starting of the work.
- Major pre-assembly done for structural are columns , MBL , diagonal bracing , cross bracing,
a few platforms , landing platforms , ceiling girder ( inside cavity) ,roof structure , Silencer
structures , Crown plates ( pressure parts) etc.
- We will discuss later on the area requirement of Pressure parts pre-assembly , ducting pre
assembly .
-All the above requirements are to be kept in mind before finalise the strategy.
To he above picture will shows the area required for Pre-assembly. Major Pre-assembly is to be
done either inside cavity ( for ceiling Girder) or very near to the boiler to avoid double handling
of the heavy structure . It is to be understood that number of cranes will running in that area .
With proper planning all the cranes can be utilised properly .
The picture shows the access area of heavy duty cranes like 600 MT ,250 MT ,120 MT cranes.
The yellow circle shows the movement of 600 MT crane during ceiling girder erection. The
will lift girder one by one along with WB ,RB and roof structure ( If available). Pink circle
shows that we require crane at that place time to time on initial phase of the project site.
- A few pictures have been added to show the boiler erection under progress under different
stages.
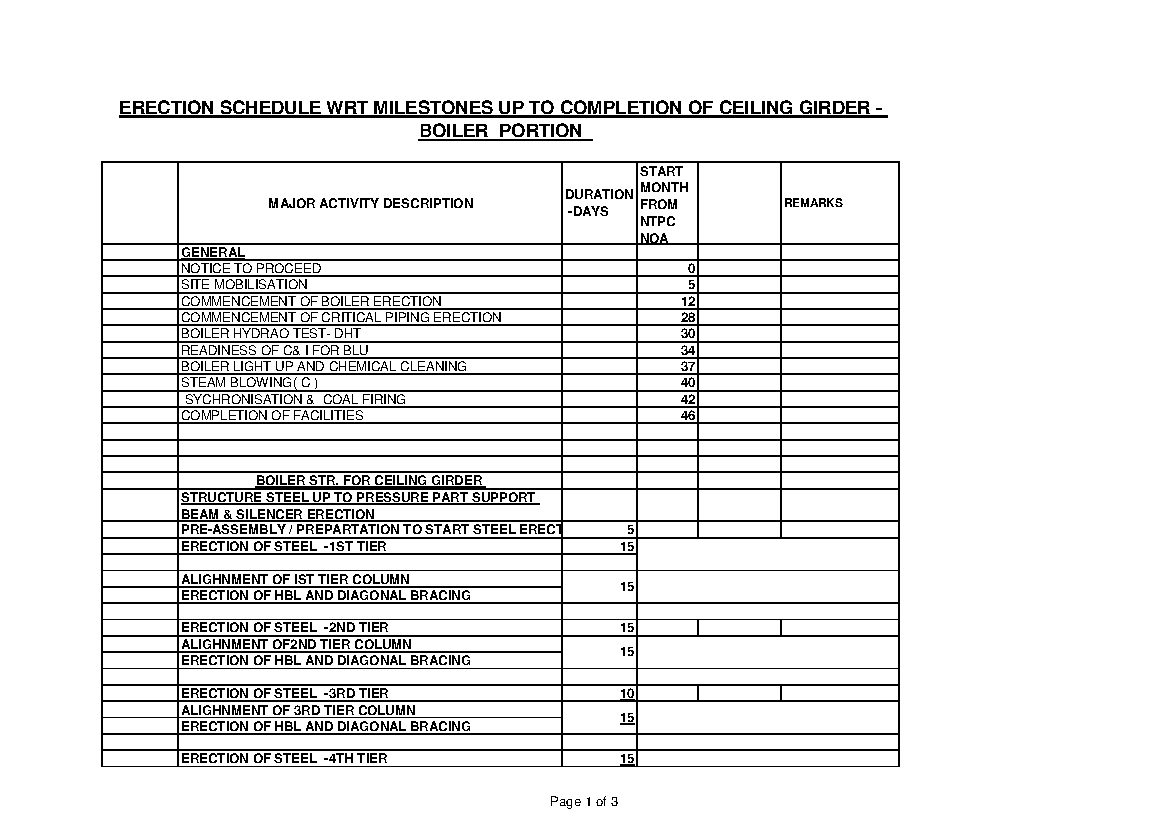
- Ist tier of the columns will be erected first with horizontal bracing . columns are aligned and
go for the next tire. Like that we go up to 7th tier. It will be prudent to erect the ladder with
landing platform with hand rails at the same time. Some of the diagonal bracing will be left
to create a clear passage to wards the cavity.
- All the central column will be erected afterwards because of approach of 600 MT crane
for Ceiling Girder lifting.
- We erect our boiler as U i.e starting from one corner to the other corner and completing
boiler front ( i.e. first pass area) . We close the box when all the ceiling girder are lifted.
- There are different methods of erection by using bigger crane and kept both sides of the
boiler . There restriction of central column and Ceiling Girder pre-assembly will not be
constraint. It is heard that Chinese manufacturer preferred tower crane and crawler crane
combination..
(To Be continued.