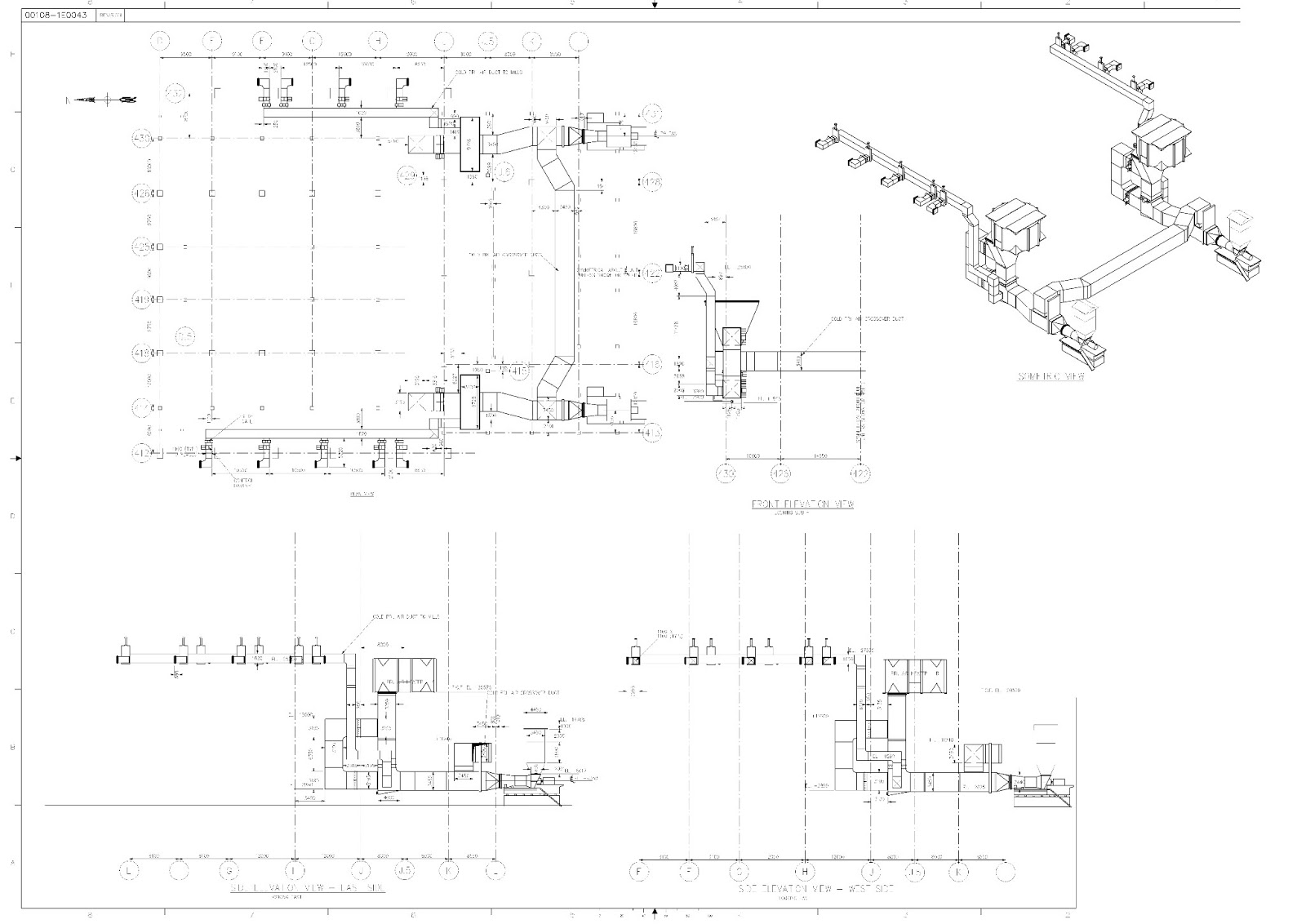
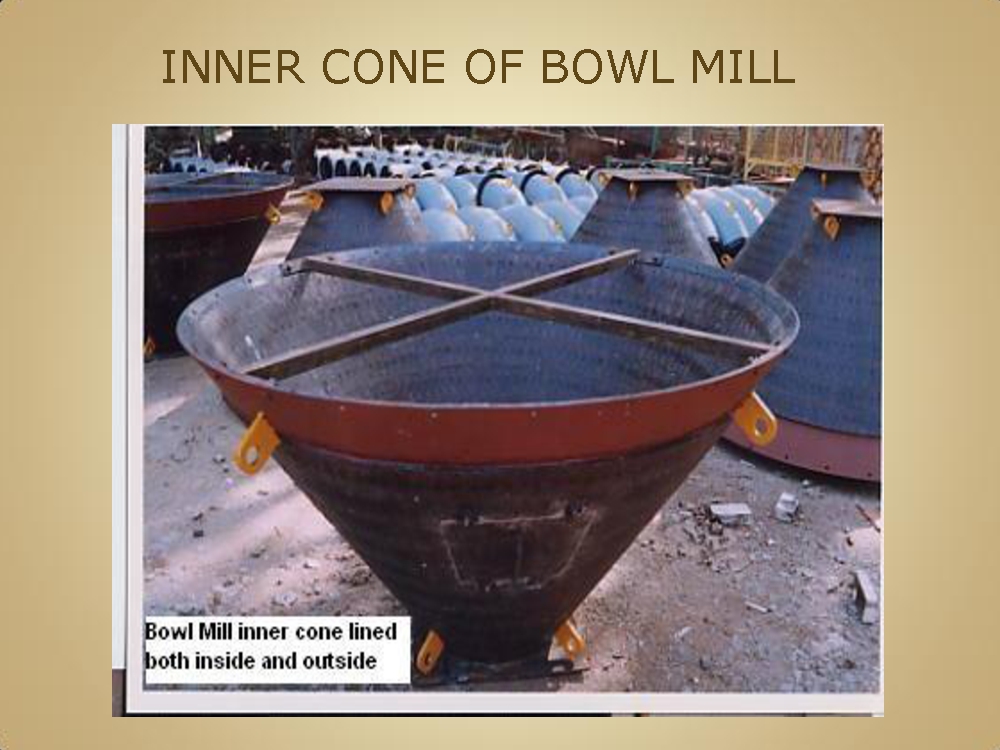
In part -I I have included two drawings and few photographs for understanding. Duct
preassembly job needs to taken up early stage of Boiler erection. Material follow up
need to be done extensively as number of small items are required to be placed . It is
to be kept in mind that flue gas duct will weigh more than the air duct because of plate
thickness is more in flue gas duct due abrasion . Duct can be assembled on flat ground
or raised platform. For bigger duct assembly on ground will be preferred. However
minimum clearance to be kept for welding of the plates and stiffener component at the
bottom otherwise crane will be required to turn the same. For 500MW or 660 MW unit
at least 06 to 08 hydras , two number 25MT crawler cranes are required to start assembly
on three beds. For erection crane size will be governed by assembly weight of the Duct.
Special care and checking to be carried for hanger support and bottom support of the
Duct. Expansion joints , Dampers are fitted on the duct on location. Expansion joints
are two types . One is made of metal ( cotton steel) and other is non metal ( made of
special items imported from outside India) . NMEJ is not very popular in India . Except
trying it two three projects utilities were gone back to metallic one.

Pre assembled wind box duct lifted before the lifting of water walls in Boiler.
Tolerances of Ducts.
- After assembly of Duct the difference between diagonals +/- 02 mm. to +/- 05 mm.
- Duct reference line to Reference axis ( for example Boiler Axis) +/- 05 mm.
- Elevation of Ducts w.r.t . bench mark +/- 05 mm.
- End out of squareness of Ducts +/- 02 mm to +/- 05 mm
- Out of roundness of circular duct +/- 02 mm to +/- 05 mm
- Flatness of contact surfaces 03 mm
- Opening Dimensions of Ducts with respect to dampers ( width /height : 05 mm)
- Verticals of both plane dampers 1 mm/M maximum up to 05 mm.
- Twist or Out of squareness 1mm /M maximum up to 05 mm.
- In case of gates tolerances maximum is up to 10 mm. Insulation thickness of the duct specially
flue gas duct to be taken care of during site routed tray work and misc. piping work. Welding
work to be completed before starting of insulation duct and few places kerosene test are being
done to detect welding mistake. After assembly of the duct air tightness test were conducted
part by part to identify the leakage and this exercise is very time consuming and time taken but
worth taking at the early stage rather doing it later date by losing generation.
preassembly job needs to taken up early stage of Boiler erection. Material follow up
need to be done extensively as number of small items are required to be placed . It is
to be kept in mind that flue gas duct will weigh more than the air duct because of plate
thickness is more in flue gas duct due abrasion . Duct can be assembled on flat ground
or raised platform. For bigger duct assembly on ground will be preferred. However
minimum clearance to be kept for welding of the plates and stiffener component at the
bottom otherwise crane will be required to turn the same. For 500MW or 660 MW unit
at least 06 to 08 hydras , two number 25MT crawler cranes are required to start assembly
on three beds. For erection crane size will be governed by assembly weight of the Duct.
Special care and checking to be carried for hanger support and bottom support of the
Duct. Expansion joints , Dampers are fitted on the duct on location. Expansion joints
are two types . One is made of metal ( cotton steel) and other is non metal ( made of
special items imported from outside India) . NMEJ is not very popular in India . Except
trying it two three projects utilities were gone back to metallic one.
Pre assembled wind box duct lifted before the lifting of water walls in Boiler.
Tolerances of Ducts.
- After assembly of Duct the difference between diagonals +/- 02 mm. to +/- 05 mm.
- Duct reference line to Reference axis ( for example Boiler Axis) +/- 05 mm.
- Elevation of Ducts w.r.t . bench mark +/- 05 mm.
- End out of squareness of Ducts +/- 02 mm to +/- 05 mm
- Out of roundness of circular duct +/- 02 mm to +/- 05 mm
- Flatness of contact surfaces 03 mm
- Opening Dimensions of Ducts with respect to dampers ( width /height : 05 mm)
- Verticals of both plane dampers 1 mm/M maximum up to 05 mm.
- Twist or Out of squareness 1mm /M maximum up to 05 mm.
- In case of gates tolerances maximum is up to 10 mm. Insulation thickness of the duct specially
flue gas duct to be taken care of during site routed tray work and misc. piping work. Welding
work to be completed before starting of insulation duct and few places kerosene test are being
done to detect welding mistake. After assembly of the duct air tightness test were conducted
part by part to identify the leakage and this exercise is very time consuming and time taken but
worth taking at the early stage rather doing it later date by losing generation.
P.S If you are looking to earn few legitimate extra money from the comfort of your home then please click on the link given below
LINK 1 - PLEASE CLICK HERE
LINK 2 - PLEASE CLICK HERE
LINK 1 - PLEASE CLICK HERE
LINK 2 - PLEASE CLICK HERE